
Сверление невращающимся инструментом
Что такое сверление неподвижным инструментом? Все операции сверления могут быть выполнены следующим образом:
1) когда вращается сверло, а заготовка установлена неподвижно, например, на сверлильном станке;
2) когда вращается заготовка при неподвижном сверле, например, на токарном станке.
Главная особенность этого типа сверления заключена в том, что в ходе обработки сверло остаётся неподвижным и заготовка совершает вращательное движение. При использовании подобной обработки должно быть соблюдено одно условие – инструмент (сверло) должно быть соосно оси станочного патрона.
Рекомендации по обеспечению соосности для сверления неподвижным инструментом
Минимизация биения инструмента позволит получить оптимальный результат работы.
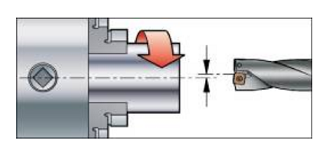
Подбирая инструмент, технолог должен помнить о том, что после сверления с использованием инструмента, оснащённого сменными пластинами, останется выступ: его можно увидеть на дне полученного отверстия или диска. Размер выступа должен лежать в интервале от 0,05 до 0,15 мм, иначе вероятно появление трещин на режущей кромке, вибрации, отверстий увеличенного размера и износа на теле инструмента. Габариты выступа могут изменятся в зависимости от положения сверла.
Обеспечение соосности неподвижного сверла
Режущий инструмент должен быть выставлен параллельно оси станочного шпинделя. В противном случае обработанное отверстие может получить размеры, отличающиеся от требований КД или иметь форму воронки. Необходимые для настройки замеры выполняют при помощи часового индикатора и эталонного прутка.
Сверло с четырьмя лысками (свёрла со сменными пластинами)
Для изготовления отверстия имеет смысл использовать инструмент с четырьмя лысками, расположенными на хвостовике сверла. После того, как изготовлены отверстия можно выполнить надлежащие измерения отверстия. В итоге они покажут положение пластины относительно оси заготовки, показывающей в свою очередь соосность инструмента и шпинделя станка.
Сверление неподвижным инструментом используют для получения глубоких отверстий. Для глубокого сверления вращаться может как заготовка, так и инструмент, но возможно и синхронное вращение и инструмента, и заготовки. Но, как показывает практика самый популярный способ, при котором вращается заготовка, в то время как сверло совершает поступательное движение.
Вращение обрабатываемой детали помогает двух-кромочному инструменту занять правильное положение. Это происходит потому, что при изгибе инструмента нагрузка режущих кромок становится неодинаковой – она больше у режущей кромки со стороны, в которую отклоняется инструмент. Поэтому радиальная составляющая менее нагруженной кромки окажется меньше кромки, более нагруженной. Так как эти силы направлены навстречу одна другой, то возникает результирующая радиальная сила, которая стремится возвратить режущий инструмент в правильное положение.
Конструкции большинства станков для глубокого сверления рассчитаны на осуществление вращательного движения обрабатываемой деталью. Для сверления отверстий малого диаметра необходима большая скорость вращения. Чтобы не вращать с такой скоростью громоздкие детали и детали со смещенным центром тяжести, применяют одновременное вращение обрабатываемой детали и режущего инструмента в противоположных направлениях.
Сочетание вращений детали и инструмента позволяет достигнуть значительной скорости резания при сравнительно небольшой скорости вращения обрабатываемой детали.
Получение отверстий на многошпиндельных станках — автоматах осуществляют при помощи неподвижных сверл, которые зафиксированы в державках и оснащены отдельными приводами для подачи.
Сверление обеспечивает точность не выше 5-го класса и чистоту обработанной поверхности 3 — 5-го классов. При получении отверстий неподвижным сверлом во вращающейся заготовке ось сверла отходит меньше, чем при работе вращающимся инструментом, т. к. в первом случае одна из режущих кромок играет роль расточного резца. Сила резания действует на сверло так, что его ось стремится совпасть с осью вращения обрабатываемой детали.
Для изготовления спиральных сверл используют пруток с размером сечения от 0 25 до 80 мм. Оборудование, используемое для работы неподвижным сверлом, оснащено механизмом автономной подачей для отдельного шпинделя или их группы.
Механизм работы такого оборудования выглядит следующим образом: в патроне зафиксирована оправка, через нее будет отводится стружка и СОЖ.
Патрон с неподвижным сверлом идет в дело тогда, когда обрабатываемая заготовка симметрична относительно оси вращения и может быть смонтирована на токарно — винторезных станках и оборудовании для глубокого сверления.