Фрезерование поверхностей тел вращения
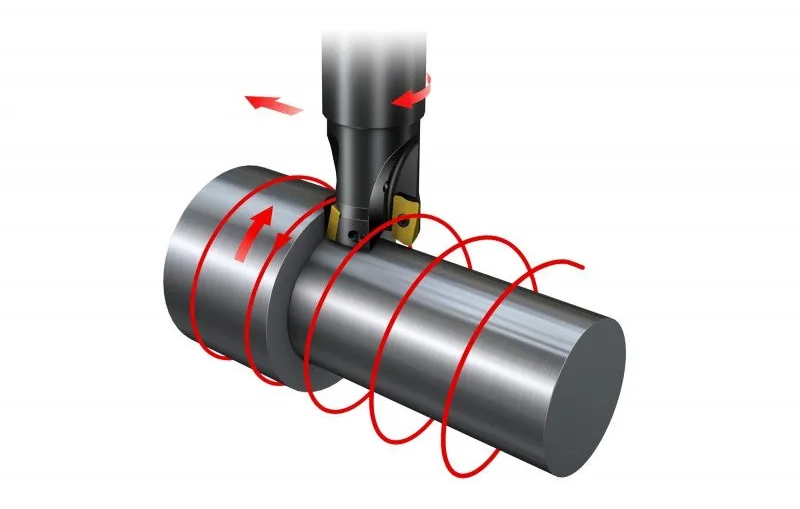
Фрезерование поверхностей тел вращения – это фрезерование криволинейной поверхности заготовки при её вращении вокруг своей оси.
Эксцентрические профили и профили, которые трудно получить традиционными способами фрезерования или точения, можно обрабатывать путём фрезерования поверхностей тел вращения. Этот метод обеспечивает высокую скорость съёма металла при превосходном контроле над стружкодроблением.
- Цилиндрическая поверхность формируется при подаче фрезы только в радиальном направлении в процессе вращения заготовки
- При одновременном перемещении фрезы в двух направлениях можно получать эксцентрические поверхности, например кулачки на валах
- Для подачи по более чем 2 осям необходим инструмент с возможностью врезания под углом
- Для обработки конической поверхности требуется 5 осей
- Фрезерование поверхностей тел вращения более сложных форм, например лопаток турбин, требует одновременного перемещения по 5 (или 4) осям – 2 или 3 для заготовки и 1 или 2 для фрезы
- Можно изготавливать детали, такие как лопатки турбин, путём подачи фрезы более чем по 2 осям, при одновременном вращении детали

Выбор метода фрезерования поверхностей тел вращения
Торцевое фрезерование поверхностей тел вращения (4/5 осей) – это основной метод наружной обработки. К преимуществам этого способа можно отнести:
- небольшой вылет инструмента,
- небольшой диаметр инструмента/низкий крутящий момент,
- наружная обработка/нежёсткие заготовки,
- профильная обработка.
К недостаткам относятся:
- неидеальная цилиндрическая поверхность,
- не подходит для внутренней обработки.
Периферийное фрезерование поверхностей тел вращения (3/4 оси) – тот же принцип, что и при круговой интерполяции (наружной/внутренней), но при одновременном вращении заготовки и фрезы. Используется, в основном, для внутренней обработки. К преимуществам этого способа можно отнести:
- внутренняя обработка,
- цилиндрическая поверхность,
- узкие пазы,
- фрезерование резьбы,
- круглость.
К недостаткам относятся:
- не подходит для профильной обработки,
- больший диаметр/высокий крутящий момент,
- большой вылет.
Применение фрезерования поверхностей тел вращения
Положение фрезы – прямоугольные пластины
При торцевом фрезеровании поверхностей тел вращения для обеспечения контакта по линии между фрезой и обрабатываемой поверхностью в процессе формирования цилиндрической части детали используется одна пластина.
Из-за выпуклой формы обрабатываемой поверхности фаска на пластине должна быть плоской, а не выпуклой. Для обработки поверхности шириной равной диаметру фрезы требуется как минимум два прохода с двумя смещениями.
Положение фрезы – круглые пластины
Для получения наилучшей цилиндричности поверхности при фрезеровании поверхностей тел вращения оптимальным вариантом является фреза малого диаметра с шириной фрезерования менее 40% от эффективного диаметра фрезы.
Однако для повышения производительности необходимо увеличить значение ширины фрезерования. Это достигается путём увеличения следующих параметров:
- Диаметр фрезы
- Соотношения ширины фрезерования и диаметра фрезы
Для обеспечения приемлемой высоты гребешка необходимо сместить фрезу относительно оси заготовки. Величина смещения зависит от значения ширины фрезерования и определяется исходя из соответствующего соотношения ширины фрезерования/диаметра фрезы.
Направление врезания
При фрезеровании поверхностей тел вращения фреза должна подаваться в заготовку в радиальном направлении. Скорость вращения заготовки должна соответствовать подаче на зуб, рекомендуемой для данной пластины. Выводить фрезу из заготовки следует в осевом направлении.